樹脂を流す工程のまとめとして、射出条件と保圧条件と不具合現象の関係を説明します。
スポンサーリンク
先ほど出てきた射出工程と保圧工程のグラフを合わせて、そこに射出と保圧条件に関連する不具合現象を重ね合わせたのが次のグラフになります。
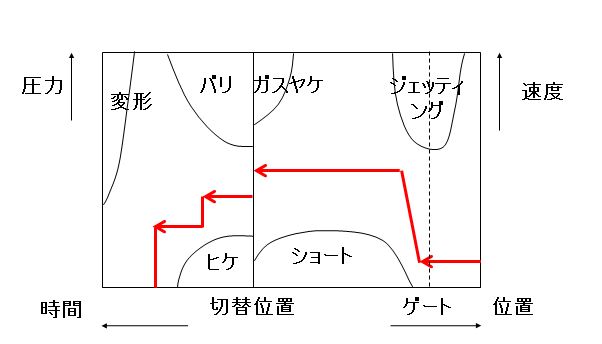
すべての不具合現象が網羅されているわけではありませんが、射出と保圧の条件が、どういう考え方で作られているかが判ると思います。以下にそれぞれの内容を説明します。
①ゲートを通るときに射出スピードが速すぎるとジェッティングが出ます。
だからゲート通過時の射出速度は低く設定します。
②射出の速度が遅すぎると材料が固化が始まり流れにくくなるのでショートショットが発生します。
だからゲート通過後に射出速度を速めます。
③射出の速度が速すぎると型内のガスが逃げられずにガス焼けが起きます。
金型構造でガスが逃げやすくするというのが基本ですが、条件で調整という時は速度を遅くする方向で調整します。特に充填後半で注意が必要です。
④保圧が小さいとヒケ、大きいとバリ、長すぎると変形の原因になります。
またこの保圧の大きい、小さいで金型への転写状態が変わり、艶ムラなどが発生することもあります。
以上が射出と保圧の条件を設定するための基礎的な考え方のセオリーとなります。
次ページからは、樹脂を固める工程について説明をしていきます。
スポンサーリンク