型開閉条件やイジェクター突出し条件を設定し、イジェクターロッドを取付け、型厚調整行い、金型を取付け、型締め設定を行い、冷却水配管を接続して通水する作業です。
安全に関する点がとても重要視されますので、丁寧で素早い作業が必要です。注意する点を以下に記載します。
スポンサーサイト
・型開閉の設定や、金型保護圧、エジェクター突き出し条件などの設定を行い、安全扉を開くと機械が停止することを確認し、安全ヨシ!などと指差呼称する。
・プラテン内で作業をするとき(クランプ締めや配管など)は必ずモーターを停止する。
・イジェクターロッドの取付を忘れないこと。
・金型を吊り上げるときに、地切りヨシ!の指差呼称をする。
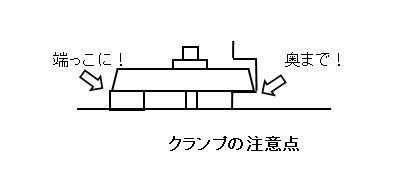
・金型をクランプ金具で固定するときには工具などを落とさないことと、クランプ金具は正しい位置で使用すること(下図参照)。
・冷却配管を行うときは、まず安全カバーを外して水を受けるタライを入れてから行います。またキャビティへの水の付着を防止するため金型を閉じた状態で行うこと。
・通水をしたら、水漏れヨシ!などと指差呼称をする。水漏れが無いことを確認したらタライを取り出し、安全カバーを元通りかけましょう。
・金型の動作確認をしたら、動作ヨシ!などと指差呼称する。
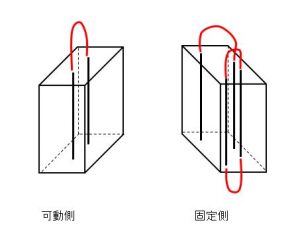
また金型の冷却配管は4本の接続用のホースがありますので、固定側の天側に2本、固定側の地側に1本、可動側の天側に1本使用します。金型の冷却回路が現地で示されますのでよく確認しましょう(下記イメージ)。
さらに冷却温度はPSで35度前後ですので、そのあたりで設定するイメージが良いかと思われます。その低めの設定温度で可動側を設定し、固定側はキャビとられを防ぐため可動側より10度ほど高く設定します。例えば35度と45度などです。
スポンサーサイト