3つ目の成形工程は“樹脂を固める”工程で、成形条件として設定するパラメータは金型温度と冷却時間になります。
スポンサーリンク
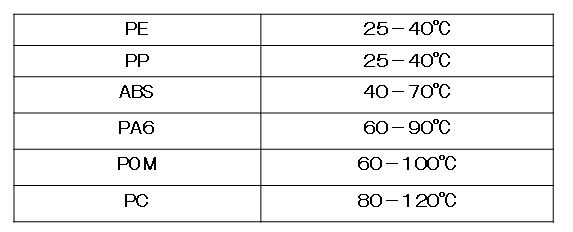
金型温度は使用する材料の性質に基づき設定します。その中でも最初は低めの温度から始めるといいでしょう。
また表で一番低い温度が25度になっているのは、金型温度をこれ以上低く設定すると夏場などに結露を起こして金型を錆びさせたりする可能性があるからです。
(金型の周りに乾燥させた空気を送って結露を防止する仕組みや、金型の周りに冷却した空気を送って結露を防止する仕組みなどもあります)
続いて冷却時間の設定です。
基本は製品が冷えて固まってスムーズに取り出せるようになるまでの時間を設定するですが・・・
製品に要求される寸法などとの兼ね合いがありますので、寸法等が問題ないレベルで、できるだけ短く設定するという事になります。
最初は長め(例えばPPなどなら20秒ほど)に設定して、製品状態を確認しながら調整していくという方法をとります。
参考までにこの冷却時間に大きな影響を与える因子として、シリンダー温度と金型温度があります。どちらも温度が低めの方が冷却時間が短縮できるという関連性があります。
ただし低くし過ぎると溶融樹脂の流れが悪くなるため注意が必要です。無理のない成形を心がけるならできるだけスムーズに溶融樹脂を充填してあげる方が不具合などが出にくいです。
ところでサイクル短縮を図りたいときに、冷却時間は短縮できそうだが計量時間が長くてサイクルが短く出来ないという事が時々起きます。そのようなときには材料ペレットを温めておくと計量時間が短くなります。
材料ペレットが予熱された状態だとスクリュー内で可塑化(溶融)する為に必要な熱量が減りますので早く溶融することができ、結果として計量時間が短くなります。
次ページでは今まで説明してきた ①樹脂を溶かす ②樹脂を流す ③樹脂を固める という主要な条件以外のその他の条件について説明していきます。
スポンサーリンク