樹脂を流す工程の最初は射出工程です。それでは射出工程の条件設定の仕方を見ていきましょう。
スポンサーリンク
①射出条件設定の考え方
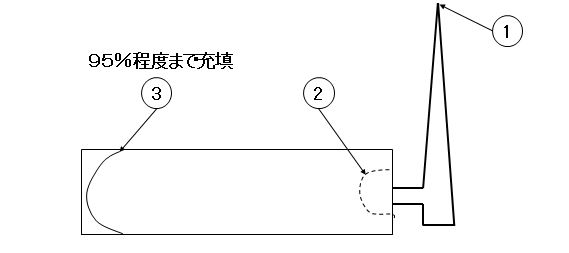
射出工程では2段の速度制御を用いて製品全体の95%ほどの材料を流し込みます。
射出時は、樹脂材料は手前から奥へと流れていきます。図でいうと計量位置①からゲート部を超えた②まで流れていき、切替位置③まで順々に進んでいきます。
射出する材料の量はスクリューの位置で決まり、速度はスクリューをどれだけのスピードで前進させるかで決まります。
射出開始の位置は計量位置①、射出終わりの位置は切替位置(射出保圧切替位置)③と呼ばれます。
ゲート部を超える②まではゆっくり流して、ゲートを超えたら速度を上げるというのが一般的です。この時、射出時間が流動性の良い材料なら短め、悪い材料なら長め、よく判らないようならざっくり2-3秒になるように設定します。
グラフで表すと次のようになります。
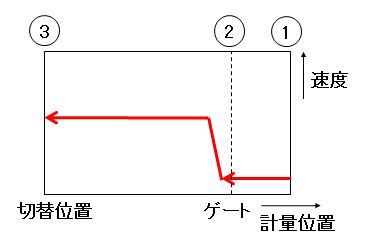
射出は速度と圧力が設定できますが、考え方としては圧力の設定はあくまでリミッターとして考えて、制御そのものは速度のコントロールで行います。よって実際射出にかかっている圧力が設定の圧力を超えていないかを確認する必要があります。
射出条件の実際の設定画面はこんなイメージです。

射出開始の位置は先ほどの計量位置(正確には計量+サックバック)になりますので、この条件では
200mmから150mmまで10mm/sで、その後30mm/sに速度を
上げて20mmまで材料を流して保圧に切り替えるという事になります。
次ページからは保圧工程の条件設定の仕方を説明します。
スポンサーリンク