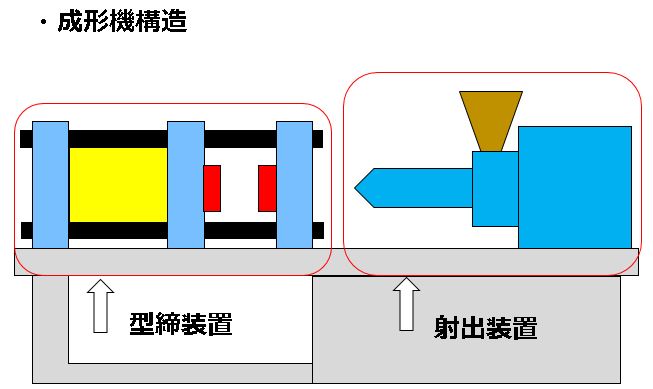
成形条件を作る為には当たり前ですが、実際に機械が操作できなくてはなりません。ここではJSWの成形機を例に基本的な操作方法を説明します。
スポンサーサイト
まず操作モードという考え方があります。
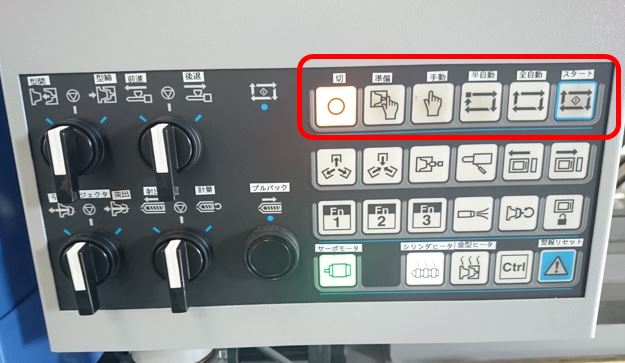
写真右側に並んでいる四角いボタンの一番上の列になります。
左側の○マークのボタンが切モード、その右が準備モード、その次が手動モード、そして半自動モード、自動モード、最後が自動のスタートボタンになります。それぞれの説明をします。
① 切モード: これは操作ができませんという状態です。何かの異常などで成形機が止まってモーターが止まってしまうと、一旦この“切モード”にしないとモーターがONにできません。面倒くさいかもしれませんが“切モード”でない状態でモーターがONになると成形機が急に作動して事故などが起こることを防ぐ仕組みですので仕方がありませんね。
② 準備モード: 入力されたパラメータなどに関係なく、低速で成形機が動作するモードです。ただし型開閉位置などのパラメータは有効です。金型交換などの段替えの時に使います。
③ 手動モード: 入力したパラメータ通りに成形機が動作します。ただしあくまで手動ですから人がスイッチを操作して成形機を動かすモードになります。
④ 半自動モード: 成形機が半自動で作動します。ここでいう半自動は、スタートさせると型閉じから始まって成形動作を行い、最後に型を開いて製品を突き出すという動作をして成形機が止まります。つまり1サイクルだけ成形機が動作するというモードになります。
⑤ 全自動モード: 量産などで用いるモードで、一旦スタートさせるとずっと成形を続けます。もちろん異常があれば止まりますし、生産数量を設定しておけば設定数量の成形が終われば自動で止まります。
そして動作させるためにいくつかのスイッチがあります。

左上のスイッチが型開閉スイッチ、その右が射出装置の移動スイッチ、左下のスイッチがイジェクターの突出し戻しスイッチ、その右が射出・計量スイッチ、その右のボタンがサックバックボタンです。それぞれの説明をします。
① 型開閉スイッチ: 可動側プラテンを動作させて、金型を開閉するためのスイッチです。
② 射出装置移動スイッチ: 射出装置自体を前後させるスイッチです。
③ 突出し戻しスイッチ: イジェクターを突出動作と戻す動作を行うスイッチです。
④ 計量・射出スイッチ: スクリューを回転させて計量を行ったり、前進させて射出を行うスイッチです。
⑤ サックバックボタン: サックバック動作を行うボタンスイッチです。
これらのモードとスイッチを用いて成形機を作動させることになります。
例えば金型の動作確認では低速の準備モードに設定しておいて、型開閉スイッチで金型を開いたり閉じたりして問題がないか確認します。その後金型を開いた状態にして突出しスイッチでイジェクターの動作を確認したりします。
スポンサーサイト